|


 Send Inquiry
Send InquiryWhite Rice Color Sorter
Price 800000 INR/ Unit
MOQ : 1 Number
White Rice Color Sorter Specification
- Power
- 2 Watt (w)
- Usage
- Industrial
- Capacity
- 15-50 Ltr
- Air Pressure
- 7 Bar
- Application
- Rice Sorter
- Type
- White Rice Color Sorter
White Rice Color Sorter Trade Information
- Minimum Order Quantity
- 1 Number
- Supply Ability
- 1 Number Per Day
- Delivery Time
- 1 Days
- Main Domestic Market
- All India
About White Rice Color Sorter
Dive into the realm of innovation, quality, and excellence with us. Discover our cutting-edge solutions and state-of-the-art technology designed to transform industries and empower businesses worldwide. From agricultural machinery to sorting solutions, we're dedicated to revolutionizing processes and enhancing productivity. Join us on this journey of exploration and advancement. Don't forget to subscribe for the latest updates, product demonstrations, and industry insights!
Efficient Color Sorting Technology
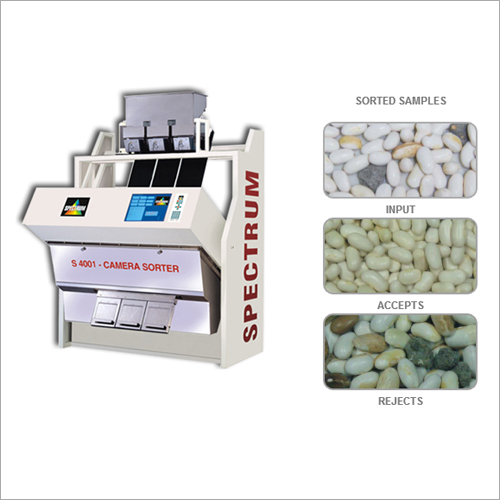
Utilizing advanced optical sensors, the White Rice Color Sorter detects and separates rice kernels with off-color or impurities. This process ensures only flawless grains make it through, enhancing product quality and market appeal for milling operations.
Robust Industrial Performance
Built for high-demand environments, the sorter accommodates 15 to 50 liters per cycle and operates under 7 bar air pressure. Its sturdy design ensures continuous operation and minimal maintenance for industrial-grade sorting.
FAQ's of White Rice Color Sorter:
Q: How does the White Rice Color Sorter operate?
A: The sorter uses advanced optical sensors to detect and separate rice grains based on color differences. Air jets are then activated to remove unwanted or defective grains, ensuring only premium quality rice is retained in the output.Q: What is the process involved in sorting rice?
A: Rice is fed into the sorting machine, where it passes before calibrated sensors that scan for color irregularities. Upon detection, air pressure jets precisely eject discolored or contaminated grains, leaving behind high-quality rice.Q: When is it ideal to use this color sorter in rice processing?
A: This color sorter is best employed during the final stages of rice processing, just before packaging. Integrating it at this point guarantees that only the highest-grade rice is shipped for distribution or export.Q: Where can the White Rice Color Sorter be used?
A: It is designed for industrial use in rice mills and processing plants. The machine is suitable for facilities operated by distributors, exporters, manufacturers, wholesalers, and suppliers across India.Q: What is the benefit of using a color sorter for rice?
A: Utilizing a color sorter enhances rice purity, increases product value, and meets strict quality standards. This reduces customer complaints and boosts brand reputation by consistently delivering superior rice.Q: How much rice can the sorter handle at a time?
A: The White Rice Color Sorter provides a flexible capacity between 15 and 50 liters per cycle, making it suitable for small, medium, or large-scale industrial operations.Q: What are the power and air requirements for operation?
A: The sorter operates efficiently with a power consumption of just 2 watts and air pressure requirements of 7 bar, promoting energy savings and reliable performance in an industrial setting.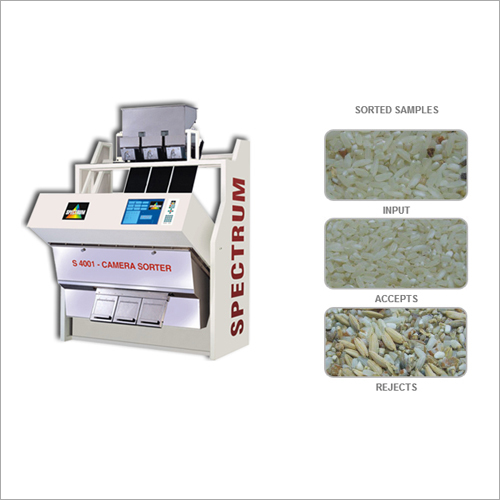
Tell us about your requirement

Price:
Quantity
Select Unit
- 50
- 100
- 200
- 250
- 500
- 1000+
Additional detail
Mobile number
Email

More Products in Sorting Category

Split Black Gram Sorter
Price 150000 INR / Unit
Minimum Order Quantity : 1 Unit
Type : Split Black Gram Sorter
Air Pressure : 7 Bar
Power : 230 Volt (v)
Usage : Industrial

Sunflower Seed Sorter Machine
Price 50000 INR / Unit
Minimum Order Quantity : 1 Unit
Type : Sunflower Seed Sorter Machine
Air Pressure : 7 Bar
Power : 230 Volt (v)
Usage : Industrial
White Beans Color Sorter
Price 150000 INR / Unit
Minimum Order Quantity : 1 Unit
Type : White Beans Color Sorter
Air Pressure : 7 Bar
Power : 230 V A.C. Single Phase Volt (v)
Usage : Industrial

Pigeon Peas Sorter Machine
Price 150000 INR / Unit
Minimum Order Quantity : 1 Unit
Type : Pigeon Peas Sorter Machine
Air Pressure : 7 Bar
Power : 230 Volt (v)
Usage : Industrial
Contact Details
- C-14, 15 & 16, Yeyyadi Industrial Estate,Mangaluru - 575008, Karnataka, India
- Phone : 08045805042
GST : 29AMVPS2973D1ZB
- Mr Jeevan Saldanha (Chief Executive)
- Mobile : 08045805042
- Send Inquiry

|

SPECTRUM INDUSTRIES
All Rights Reserved.(Terms of Use)
Developed and Managed by Infocom Network Private Limited.
Developed and Managed by Infocom Network Private Limited.
 English
English Spanish
Spanish French
French German
German Italian
Italian Chinese (Simplified)
Chinese (Simplified) Japanese
Japanese Korean
Korean Arabic
Arabic Portuguese
Portuguese